タイメットコート株式会社
フッ素樹脂コーティングをはじめとする表面処理の受託加工と特殊潤滑剤販売
事例紹介
★特集・ピックアップ★ ~ タイで日本の甘味処 ~ |







| フッ素樹脂コーティング |

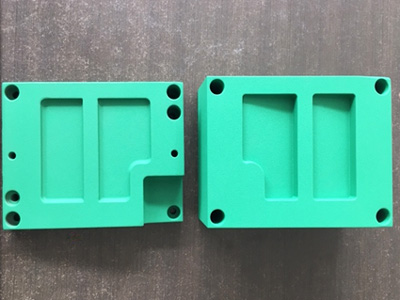
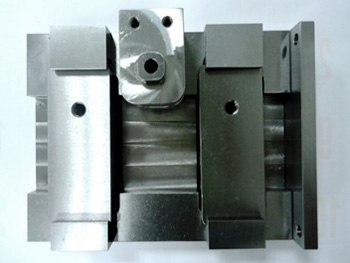
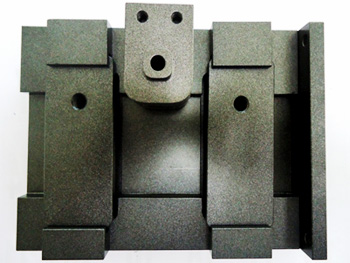
事例1熱版溶着用金型へのコーティング (自動車部品)
| ■ 提案内容 |
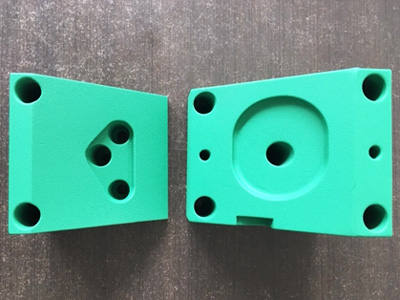
事例2自動車部品用金型へのコーティング (ボディー用)
|
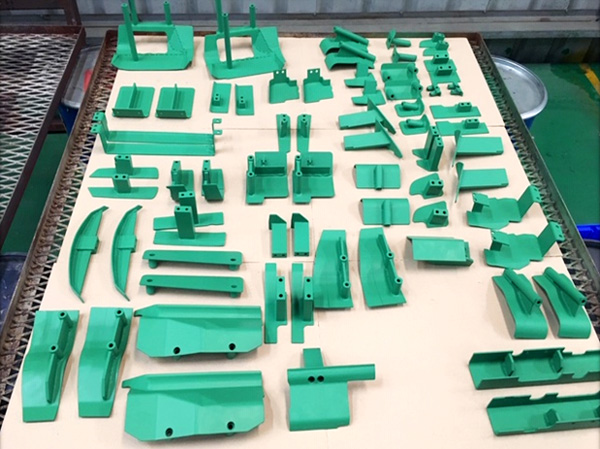
事例3車両用座席シート金型へのコーティング
| ■ 提案内容 ■ 結果 |

事例4自動車バンパーへの傷付保護用コーティング (アクリル系樹脂を200㎛コーティング)
|

事例5ゴム金型へのコーティング
| ■ 依頼内容 ■ 提案内容 ■ 結果 ■ 問題点 |

事例6ゴム金型へのコーティング (インジェクション成形)
| ■ 依頼内容 ■ 提案内容 ■ 結果 |


事例7ダイアフラム金型へのコーティング
| ■ 依頼内容 ■ 提案内容 |

事例8クローラ用金型へのコーティング
| ■ 提案内容 ■ 結果
|


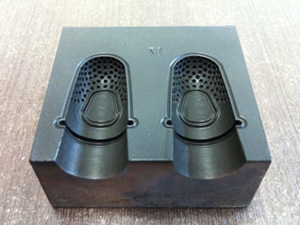
事例9指サック金型へのコーティング
| ■ 依頼内容 ■ 提案内容 |

事例10工業用手袋の金型
| ■ 依頼内容 ■ 提案内容 ■ 結果 |

事例11靴底の金型
| ■ 提案内容 |


事例12歯ブラシケースの金型へのコーティング (真空成形)
|

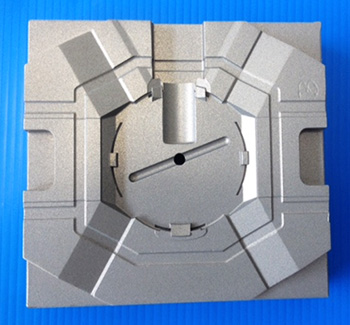
事例13腕時計の金型へのコーティング
| ■ 依頼内容 ■ 提案内容 |
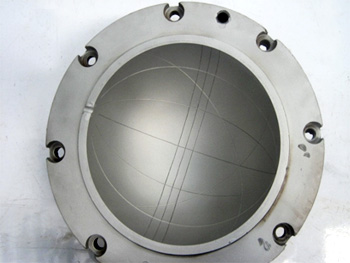
事例14テニスボール用金型へのコーティング
|
|
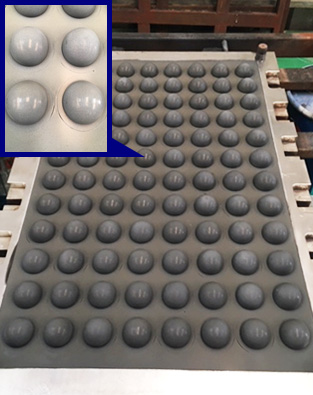
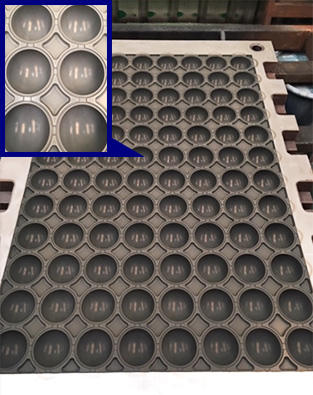
事例15スポーツボール金型へのコーティング
| ■ 依頼内容 ■ 提案内容 ■ 結果 |

事例16ダイビング、レジャー用品用金型へのコーティング
|
|


事例17大判焼き用型へのコーティング
| ■ 提案内容 |
事例18砥石製造用金型枠へのコーティング
| ■ 提案内容 |

事例19接着剤塗布治具へのコーティング
コーティング前
コーティング後 | ■ 依頼内容 ■ 提案内容 |
事例20タイヤ加硫治具(ビードリング)へのコーティング
| ■ 依頼内容 ■ 提案内容 ■ 結果 |


事例21メッキ加工用治具へのコーティング
|
|


事例22設備治具-ガイド部品
| ■ 提案内容 |


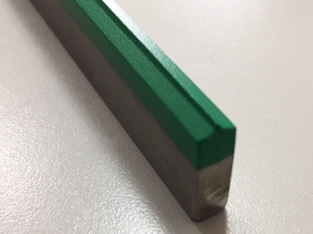
事例23ABS樹脂の溶断刃へのコーティング
| ■ 依頼内容 ■ 提案内容 |

事例24溶断刃へのコーティング
|
事例25工場設備(カッター)
| ■ 提案内容 ■ 結果
|


事例26工場設備(クーラント)
| ■ 提案内容 ■ 結果 |


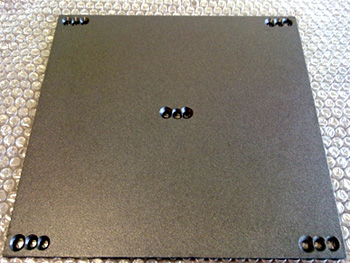
事例27料理専門店のカーボンプレートへのコーティング
| ■ 提案内容 |


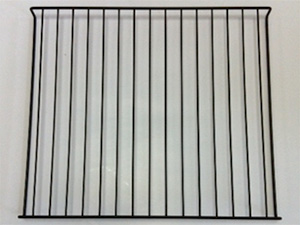
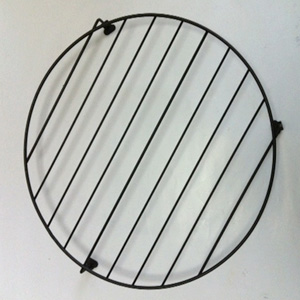
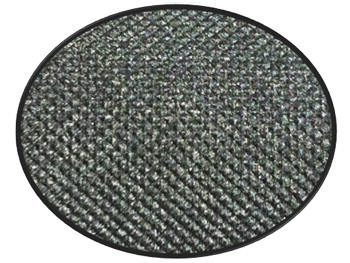
事例28電子レンジの網
| ■ 提案内容 |
事例29ゴム用接着剤用ロートへのコーティング
| ■ 提案内容 ■ 結果 |


事例30ゴム加工用カレンダーロール
| ■依頼内容 ■ 提案内容 ■ 結果
|


事例31衛生製品用サクションロールへのコーティング
| ■ 依頼内容 ■ 提案内容 |

事例32ケミカル工場の設備
| ■ 提案内容
|

事例33化学品用タンクへのコーティング
| ■ 依頼内容 ■ 提案内容 ■ 結果 |

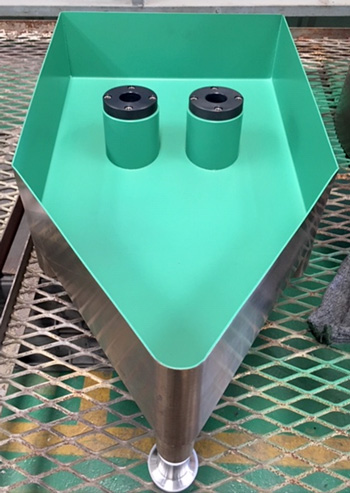
事例34スプレー塗装用トレー
| ■ 提案内容 |


事例35精密部品の洗浄トレー
| ■ 提案内容 ■ 結果 |

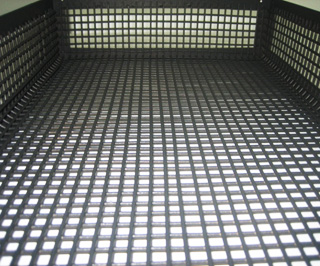
事例36洗浄かごへのPTFEコーティング
| ■ 提案内容
|

事例37洗浄バスケットへのコーティング
|

| 複合コーティング |
事例1タイヤの製造工程に使用されるクランプリングへのコーティング
| ■ 依頼内容 ■ 提案内容 |


事例2テニスボール金型の金型寿命アップ
| ■ 依頼内容 ■ 提案内容 |


事例3自動車部品の熱板溶着用プレートの耐久性アップ
| ■ 依頼内容 ① ■ 提案内容 |
| ■ 依頼内容 ② ■ 提案内容 |

| 凹凸非粘着コーティング |
事例1接着剤仕様箇所での非粘着コート
ロールの表面 | ■ 依頼内容 ■ 提案内容 ■ 結果 |

事例2接着剤仕様箇所での非粘着コート
| ■ 依頼内容 ■ 提案内容
|

| 潤滑めっき / 潤滑コーティング |
事例1プラスチック成形機のスプールブッシュ
| ■ 提案内容
|


事例2タイヤ製造設備部品
| ■ 提案内容 ■ 結果
|


事例3ターボエンジンのガスケット
| ■ 提案内容 |
