今日においてバレル研磨は機械加工品、プレス品、焼結品、ダイカスト品をはじめとして
多くの業種業界に導入していただいており、多くの場合製造工程の最終工程を担っております。
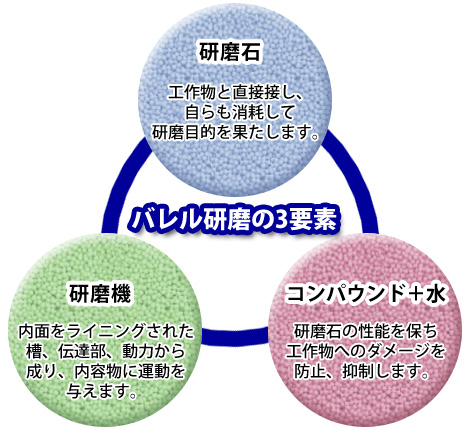
今日においてバレル研磨は機械加工品、プレス品、焼結品、ダイカスト品をはじめとして多くの業種業界に導入していただいており、多くの場合製造工程の最終工程を担っております。
加工コストが安価 | 複雑形状でも
加工が可能 | 一度に大量の
加工が可能 | 加工後の
品質のばらつきが少ない |
 |  回転バレル研磨 回転バレル研磨
断面が8角形のバレル槽を比較的低い回転数で回転させ、平面的な流動層を形成させる研磨方法です。 特長
・バレル研磨の中では最も基本的な加工方法で様々な製品に対応し、多目的な加工が行える。
・加工時間は長く掛かるが、研磨ムラが少ないのが特徴で製品へのダメージを最小限に抑えて、安定した精密バレルが可能である。
・バレル層の大きさにより、少量から大量までの対応が可能。 |
 | 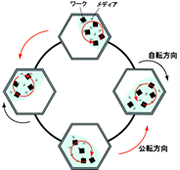 遠心バレル研磨 遠心バレル研磨
断面が6角形、又は8角形のバレル槽で、槽を公転とは逆方向に自転させ内容物に遠心力を与える研磨方法です。 特長
・研磨機の中では最も研磨力が強く、短時間で加工を行う事が可能。
・一般的に回転バレルの10~15倍の研磨力がある。
・回転バレルに比べ、製品に与えるダメージ力が大きく対策が必要な事もある。
・一度の処理数は回転バレルと比較すると少量になる。 |
 |  振動バレル研磨 振動バレル研磨
スプリングを介して上下にアンバランスウエイトを取り付けた振動モータとサークル型の研磨槽が連結されており、モータの回転数と同数の三次元的な振動で流動を起こす研磨方法です。 特長
・流動速度は遅いが、振動の加速度により瞬間的に大きな摩擦力を与える事が可能。
・容積効率が高いことで、量産性に優れている。
・回転バレルや遠心バレルとは基本工法が異なる為、製品の仕上がりも異なる。 |